关于3D打印机喷嘴,你不知道的5个关键秘密

在3D打印的世界里,喷嘴看似只是一个微小的金属部件,但它却是决定打印成败的核心之一。许多用户只关注其尺寸,却忽略了其他同样重要的特性。今天,我们就来揭开那些容易被忽视,却又至关重要的喷嘴秘密。
1. 喷嘴材质远不止黄铜一种
大部分人使用的标准黄铜喷嘴,导热性好且成本低廉。但当你打印碳纤维、玻璃纤维填充或金属基等磨蚀性耗材时,它会迅速磨损,导致孔径变大,影响打印精度。这时,你需要了解:
- 硬化钢喷嘴:耐磨性极佳,是打印磨蚀性材料的首选,但导热性稍逊于黄铜。
- 红宝石喷嘴:在黄铜尖端嵌入人造红宝石,极度耐磨且不粘料,是追求极致寿命和表面质量的“贵族”选择。
- 不锈钢或镀层喷嘴:具备一定的耐腐蚀和耐磨性,是黄铜与硬化钢之间的折中方案。
2. 孔径不只影响精度,更决定“性格”
“0.4mm是标准孔径”,这几乎是常识。但孔径的选择,实质上是为你打印的“速度”、“强度”和“细节”之间做权衡。
- 小孔径(如0.2mm):能打印出极其精细的细节,但层高小、速度极慢,且极易堵塞。它像一个“慢工出细活”的工匠。
- 大孔径(如0.6mm、0.8mm):单层挤出量大,打印速度可以大幅提升,模型层间结合力更强(更坚固),非常适合打印大型、功能性部件。它牺牲了微小细节,换来了效率和强度,像一个“大刀阔斧”的建造者。
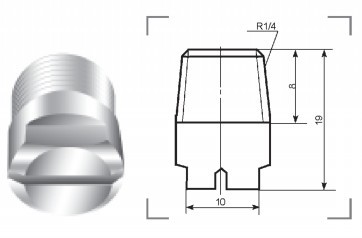
3. 喷嘴内部几何形状是“玄学”
你仔细观察过喷嘴的内部吗?它并非简单的直筒。高质量的喷嘴内部通道(熔化区)经过精密加工,形状(如锥角、过渡)直接影响熔料的流动顺畅度、背压和挤出一致性。一个设计糟糕的喷嘴,即使孔径标准,也可能导致挤出不均、拉丝或堵料。这就是为什么有些“廉价”和“高端”喷嘴在打印效果上存在肉眼可见的差异。
4. 它需要定期“体检”与清洁,而非等到完全堵塞
喷嘴堵塞是常见的噩梦,但预防远胜于治疗。
- 冷拔是常规保养:在加热到打印温度(如PLA的200°C)后,迅速冷却到约90°C,手动抽出残留耗材,可以带出内部积碳。
- 通针不是万能钥匙:金属通针会刮伤内壁,尤其是黄铜喷嘴。频繁或不当使用通针,造成的划痕反而更容易堆积残料,加剧堵塞。它应作为最后的手段。
- “原子弹”清洁法:将喷嘴加热到高于常规打印温度(如250°C),快速挤出一段耗材,利用高温冲刷内部,有时能解决轻微堵塞。
5. 一个被忽略的杀手:热端与喷嘴间隙
在安装或更换喷嘴时,有一个致命细节:喷嘴必须紧密抵住热break(喉管),中间不能有任何间隙。正确的安装步骤是:先将热端加热到工作温度(利用金属热膨胀),然后用力拧紧喷嘴。如果存在微小间隙,熔料会渗入其中,冷却后形成难以清除的硬块,造成持续性的局部堵塞和挤出问题,这是许多“幽灵堵头”的根源。
喷嘴,这个3D打印机的“笔尖”,远比你想象的要复杂和精密。选择合适的材质应对不同的材料,理解孔径背后的性能取舍,注重其内部工艺与日常维护,是每位打印爱好者从入门走向精通的必经之路。下次当你为打印质量问题烦恼时,不妨先从检查这个小小的“功臣”开始。
如若转载,请注明出处:http://www.bddgxkj.com/product/11.html
更新时间:2026-08-02 05:33:53